литье под давлением опорного рычага
-
горячий

Отливки из магниевого сплава
Процесс экструзии магниевого сплава: нагрев слитка → первичная экструзия → резка промежуточной заготовки → нагрев → вторичная экструзия → искусственное старение → растяжение и правка → резка головки и хвоста и отбор образца → валковая правка → ручная правка → контроль → резка и печать → окраска окислением → проверка готовой продукции → упаковка → хранение. Характеристики процесса: магниевые сплавы разрешается нагревать только в печах сопротивления воздуха; во избежание возгорания максимальная температура нагрева различных сплавов составляет 470 ℃; самая высокая скорость экструзии составляет 20 м / мин, что быстрее, чем у твердого алюминиевого сплава, но мягко только около 1/3 сплава; степень усадки экструдированного материала из магниевого сплава больше, чем у алюминиевого сплава, поэтому размер матрицы следует соответственно увеличить;
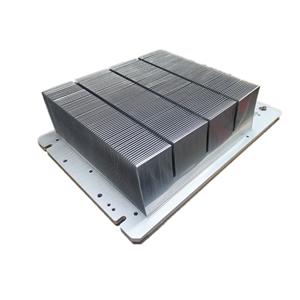
Корпус трансмиссии автомобиля литье под давлением руля литье под давлением радиатора маховик отливкиEmail Детали